



SCREW TECHNOLOGY CO., LIMITED
News
- The grinding of ball screwGrinding: The ball screw and roller are mainly used in rolling or turning, and the nut needs to be ground in the finishing process, and the grinding process is more difficult. At present, overseas ball/planetary roller screws apply rolling or turning processes in low-precision fields (such as transmission) and grinding processes in high-precision fields (such as machine tools). In the field of humanoid robots, the lead screw and roller are mainly rolled or turned, while the nut is ground. The bottleneck of the process is nut grinding. The humanoid robot uses the reverse planetary roller screw, which is characterized by the nut being longer than the screw, such as the turning will cause the shock knife, so the grinding is more suitable, but the grinding rod and the grinding wheel need to go deep inside the nut, need to do a small diameter, and the grinding wheel has a minimum speed of 20m/s, so the speed needs to reach 40,000-50,000 RPM, and it is very difficult to maintain processing stability at high speed. In addition, in the planetary roller screw, because the nut is longer, the thread line needs to be processed is longer, and the single nut needs to grind 5 thread lines (only one ball screw nut), the processing cycle is long, the production beat is low, the cost is high, and the production difficulty is more difficult than the ball screw.
2024 03/26
- The reverse planetary ball screwThe reverse planetary ball screw is suitable for compact scenarios, such as humanoid robots. 1) The reverse planetary roller screw has a longer nut and can achieve a greater load with less torque. The structure of the reverse planetary roller screw is similar to the standard type, but there is no inner tooth ring, both ends of the screw are processed with straight teeth meshing with the gears at both ends of the roller, the nut as an active part, the length is much larger than the standard type, and the advantage is that the higher rated load is achieved through the smaller lead, thus reducing the driving torque, suitable for compact situations. 2) The lead screw and motor can be integrated. The gear of the reverse planetary roller lead screw is designed between the roller and the lead screw to provide a smoother and more stable synchronous rotation motion, which is mainly used for small and medium loads, small strokes and high-speed applications. At the same time, the structure can realize the integrated design of motor and lead screw.
2024 03/21
- Tesla humanoid robot is expected to open the ball screwTesla humanoid robot is expected to open the ball screw, planetary roller screw application space. According to the Tesla AI Day2022 information, the lower legs of the Tesla humanoid robot will use frameless motors and linear actuators with planetary roller screws. Under the assumption that Tesla's single humanoid robot needs 4 ball screws +10 planetary roller screws, the global population is about 8.2 billion people, and the robot penetration rate is 12 units / 10,000 people, it is estimated that the robot contribution to the application space of ball screws and planetary roller screws is expected to reach 7.475.6 billion yuan.
2024 03/12
- Ball Screw Processing methodBall Screw Processing method: According to Zheng Hong's "Research on Precision ball screw Machining Process Regulations", the common methods of grinding ball screw processing are: grinding wheel, hard turning, cyclone milling. (1) Grinding wheel: the highest precision, for precision requirements of high finishing, low production efficiency. According to the different cross-section shape of the grinding wheel, there are two kinds of grinding with single line grinding wheel and multi-line grinding wheel. Taking the grinding with single line grinding wheel as an example, the pitch accuracy can be reached to 5 ~ 6, the surface roughness is Ra1.25 ~ 0.1 micron, and the grinding wheel dressing is convenient. This method is suitable for grinding precision lead screw, thread gauge, worm, small batch thread workpiece and grinding precision hob. However, after the magnetic flaw detection of this process method, it will be found that there are cracks along the axis direction on the arc of the ball screw raceway, which can be solved by the process method of "small grinding amount multiple feed" or the technical method of "grinding - working raceway surface temperature stability - grinding". The grinding stress and grinding heat on the working raceway surface of the ball screw can be reduced to the maximum extent to avoid grinding cracks or burns. (2) Hard turning: It is used for roughing and finishing with low precision requirements and high production efficiency. Hard turning refers to the turning of hardened materials as a new technology and a new process of rough processing or final processing and finishing, avoiding the use of grinding processing technology. Hard turning usually adopts high speed and large cutting depth, and the metal cutting efficiency is more than 3 times that of grinding. During hard turning, a clamping can complete the processing of multiple surfaces of parts (such as the outer circle of the car, the hole in the car, the groove, etc.), while grinding requires multiple installations to complete, resulting in secondary installation errors; More than half of the heat generated by hard turning is taken away by the chips, and will not produce surface cracks and burns like grinding processing, so hard turning can make the workpiece obtain good processing accuracy and surface roughness, and can ensure the technical requirements of form and position tolerance (such as roundness, position accuracy). (3) Cyclone milling: for roughing and finishing with low precision requirements, the highest production efficiency. Ball screw work raceway roughing can also use cyclone milling, cyclone milling is a CNC lathe supporting the installation of high-speed milling thread power head, with a high-speed rotating cutter on the carbide forming tool, milling thread from the workpiece processing method, cyclone milling a knife forming, the use of compressed air chip cooling, and no need to process thread back slot, The stress concentration defect of the cutting groove is solved.
2024 03/08
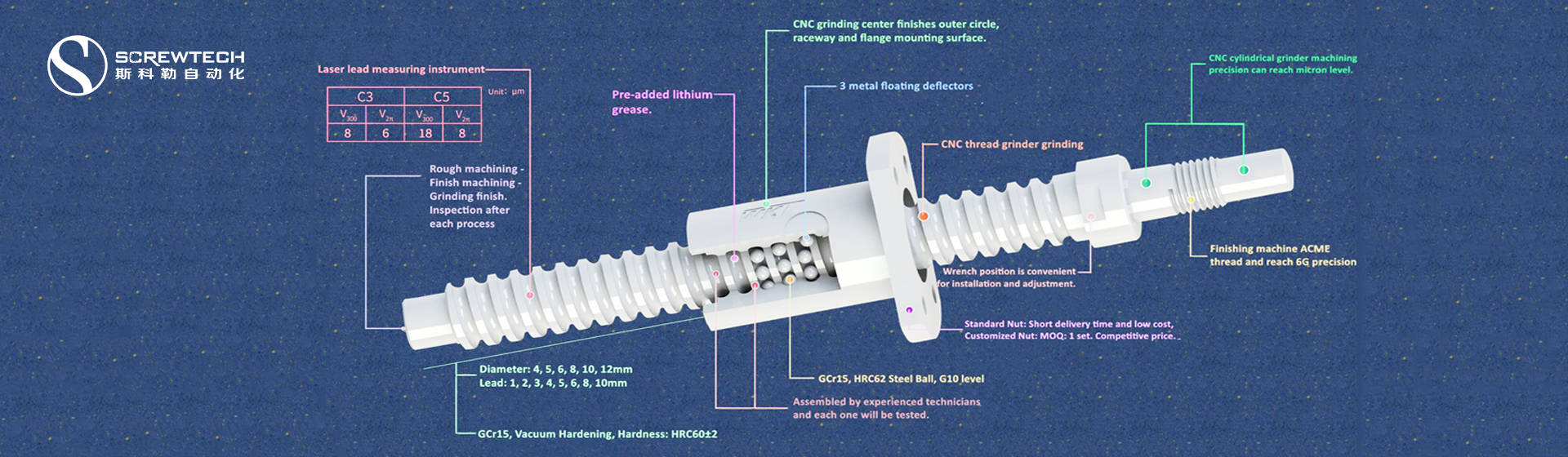
- Ball Screw Heat TreatmentBall Screw Heat treatment: According to Zheng Hong's "Research on Precision ball screw Machining process Regulations", GCr15 high-carbon chromium bearing steel is often used as ball screw material. Bearing steel has the advantages of high hardness, uniform organization, strong wear resistance and high contact fatigue strength after quenching and low temperature tempering, but bearing steel material is generally plastic, medium cutting performance, poor welding performance and temper brittleness. Therefore, the bearing steel material should be pre-heat treated before grinding the ball screw roughing, and the carbide in the GCr15 material should be spheroidized by spheroidizing annealing to obtain spheroidal or granular carbide organization uniformly distributed on the ferritic matrix, reducing the hardness of the material organization, improving the plastic function of the material, and improving the machining performance of the material metal cutting.
2024 03/05
- EPB Ball ScrewEPB ball screw is used for middle and high-end automobile electronic parking system. EPB ball screw structure is different from the conventional ball screw, the special structure ensures that it has a stronger bearing capacity, in the electronic braking process, the caliper motor through the screw spline to drive the screw rotation, the screw master axis movement provides braking force for the parking system. EPB ball screw is the core transmission component of the electronic parking system, and the quality is related to the performance of the entire electronic parking system. At present, only Continental Electronic brake systems use ball screw transmission structure, and other brake plants use screw transmission.
2024 02/19
- Ball Screw for EPB brake solutionAt present, EPB brake calipers in the market mainly use two transmission modes, one is screw drive, the other is ball screw rotation; Both of these are spiral rotation, composed of a screw and a nut, which transmits motion and power through the rotation of a screw and a nut. It is mainly to turn the rotational motion into a straight line motion, with a small torque to get a large thrust. Compared with the traditional screw drive, the EPB with ball screw has the advantages of high efficiency, long life and smooth movement. The characteristics of screw drive are: simple structure, convenient processing; Easy to self-lock; The thread has lateral clearance, reverse free stroke, poor positioning accuracy and axial stiffness; Large friction resistance, low transmission efficiency; Wear fast; The characteristics of ball screw transmission are: small friction resistance, high transmission efficiency; The structure is more complex, the manufacturing process requirements are high, the cost is high; Smooth motion, no vibration when starting; Long life; No self-locking, self-locking device is required when self-locking.
2024 02/05
- Automotive Electronic Ball ScrewAccording to the "Research on Parking Force of Automotive Electronic Parking Brake System (EPB)", EPB drive components include electric motor, deceleration mechanism and parking brake. According to the "Research on Parking Force of Automotive Electronic Parking Brake System (EPB)", EPB drive components include electric motor, deceleration mechanism and parking brake. When the driver presses the button of the electronic parking brake system, the electronic parking brake system control module receives the signal from the button, and the control module will apply current to the motor of the actuator to make it rotate. The torque released by the motor reduces the speed of the motor and increases the torque through the deceleration and torque increase mechanism, and then converts the output torque of the electric brake unit into linear thrust through the output shaft thread pair or ball screw pair, thereby promoting the brake piston movement and converting the thrust into the pressure of the brake block pressed to the brake disc, thus achieving vehicle reduction or parking braking. When the driver presses the button of the electronic parking brake system, the electronic parking brake system control module receives the signal from the button, and the control module will apply current to the motor of the actuator to make it rotate. The torque released by the motor reduces the speed of the motor and increases the torque through the deceleration and torque increase mechanism, and then converts the output torque of the electric brake unit into linear thrust through the output shaft thread pair or ball screw pair, thereby promoting the brake piston movement and converting the thrust into the pressure of the brake block pressed to the brake disc, thus achieving vehicle reduction or parking braking.
2024 02/02
- Ball screw Benefit from the increase of intelligent penetration of automobilesBall screw: Benefit from the increase of intelligent penetration of automobiles, the value of bicycles is thousands. At present, EPS is the mainstream, of which R-EPS uses ball screw. The steering system is currently EPS as the mainstream. The development of the steering system has experienced multiple stages such as mechanical steering system, hydraulic power steering system (HPS), electric power steering system (EPS), electronic hydraulic power steering system (EHPS), and drive-by-wire steering system (SBW), and gradually realized from mechanical parts to electrification and then to intelligence. At present, hydraulic power steering system (HPS) and electronic hydraulic power steering system (EHPS) are widely used in commercial vehicles, and electric power steering (EPS) is widely used in passenger vehicles.
2024 01/29
- Ball Screw electric power steering systemThe electric power steering system can be roughly divided into six types according to the different positions of the motor and the differences in the deceleration mechanism: Tubular electric power steering system (C-EPS), single pinion electric power steering system (P-EPS), double pinion electric power steering system (DP-EPS), rack electric power steering system (R-EPS), wire electric power steering system and wheel-side electric power steering system. Among them, C-EPS, DP-EPS and R-EPS are widely used. (1) C-EPS: cheap price, easy space layout, good working environment; However, the working noise of the motor is obviously transmitted, and it is not easy to achieve large power due to the bearing capacity of the gear, and the applicable model is compact and small car; (2) DP-EPS: low noise, suitable price, fast power response speed, can achieve large power; However, the working environment of the motor is harsh, the sealing requirements are strict, and the space layout is difficult under the influence of the surrounding environment, and the applicable model is medium-sized and medium-sized and large car; (3) R-EPS: low working noise, fast power response speed, can achieve greater power; However, the price is expensive, the structure of the deceleration mechanism is complex, and the space layout is difficult, and the applicable models are medium and large cars.
2024 01/28
- Automobile intelligence Ball Screw application part twoAt present, the market is basically occupied by foreign enterprises, and the main difficulty of domestic replacement is the purchase of finishing technology and grinding equipment. The field of ball screws for automobiles has opened domestic replacement, faster than the field of robots. The lead screw accuracy level requirements are sorted from high to the end: machine tools, robots, and automobiles. Automotive field: Wuzhou New Spring, New sword transmission, Ningbo Cixing, Changsheng bearing, etc., has the mass production capacity of automotive lead screws, among which the first two companies have started mass sales, Changsheng bearing is expected to get the O&M plant fixed point this year; Robot field: Qinchuan machine tool, new sword transmission, Hengli hydraulic, best, Dingzhi technology and so on are layout, of which Qinchuan machine tool, new sword transmission has achieved mass sales, the other three are in research, the future is expected to break through the technical barriers to achieve domestic substitution.
2024 01/23
- Automobile intelligence Ball Screw application part oneThe penetration rate of automobile intelligence is increased, and the application of ball screw is promoted, and the future car market space is expected to exceed 10 billion yuan. The main applications of ball screw in the car are: 1) steering: REPS adopts ball screw, and the output thrust can reach 16KN (DP-EPS maximum thrust is 12KN). 2) Parking brake: At present, the market EPB brake calipers mainly use thread and ball screw transmission, of which the ball screw has high efficiency, long life and smooth movement, but the cost is high. In the future, with the technological breakthroughs of domestic enterprises, it is expected to drive the penetration rate to increase. 3) Service brake: one box and EMB products will use ball screws, and the future penetration will promote the application of roller screws. 4) Others: Ball screws are also expected to be used in seats, sliding doors, and high-end shock absorption systems. Overall, the future value of automotive ball screw bicycles is expected to reach 1,000 yuan, and the car end ball screw market is expected to exceed 10 billion yuan. If you consider the use of seats, sliding doors, suspension and other fields + for safety redundancy, the spare parts also use ball screws, then the value of the ball screws will be higher.
2024 01/22
- Ball Screw Repositioning AccuracyThe repositioning accuracy of a ball screw depends on several factors such as the lead accuracy, nut accuracy, preload, and mounting accuracy. Generally, ball screws have high repositioning accuracy and can achieve repeatability of up to ±0.005 mm or better. However, the actual accuracy may vary depending on the specific application and operating conditions. It is important to consider factors such as thermal expansion, vibration, and lubrication when determining the repositioning accuracy of a ball screw.
2024 01/22
- Ball Screw Nut Assembly Benefits and Features1. High Efficiency: Ball screw nut assembly provides high efficiency and accuracy compared to other types of screw assemblies. It has a low friction coefficient which ensures smooth and efficient operation. 2. High Precision: Ball screw nut assembly provides high precision and repeatability, making it ideal for applications that require accurate positioning. 3. Low Backlash: Ball screw nut assembly has low backlash, which means there is minimal play between the screw and nut. This ensures accurate positioning and reduces the risk of damage to the system. 4. Long Life: Ball screw nut assembly has a longer life span compared to other screw assemblies. This is due to the use of high-quality materials and precision manufacturing techniques. 5. Low Maintenance: Ball screw nut assembly requires minimal maintenance, which reduces downtime and increases productivity.
2024 01/16
- How to Simplify the Ball Screw Sizing & Selection Process1. Determine the required load capacity: Start by calculating the maximum load that the ball screw will need to handle. Consider factors such as the weight of the load, the acceleration/deceleration forces, and any additional dynamic or static loads. 2. Calculate the required speed and accuracy: Determine the desired speed and positioning accuracy for your application. This will help you choose the appropriate lead or pitch of the ball screw. 3. Consider the environmental conditions: Take into account any specific environmental factors that may affect the ball screw's performance, such as temperature, humidity, or dust. This will help you select the appropriate material and coating for the ball screw. 4. Determine the mounting configuration: Decide on the mounting orientation and method for the ball screw. Consider factors such as space limitations, the need for support bearings, or any special mounting requirements. 5. Consult manufacturer catalogs and guidelines: Use manufacturer catalogs and guidelines to find ball screw options that meet your requirements. Look for ball screws with load capacity and speed ratings that match or exceed your calculated values. 6. Consider application-specific requirements: If your application has unique requirements, such as high rigidity, low noise, or corrosion resistance, look for ball screws that offer these features. 7. Compare different ball screw options: Once you have narrowed down your options, compare the different ball screws based on factors such as cost, availability, and manufacturer reputation. 8. Seek expert advice if needed: If you are unsure about any aspect of the ball screw sizing and selection process, don't hesitate to seek expert advice from manufacturers, distributors, or engineers with experience in ball screw applications. 9. Test and evaluate: Once you have selected a ball screw, perform tests and evaluations to ensure it meets your performance expectations. This may involve running the ball screw under load and verifying its accuracy and repeatability. By following these steps, you can simplify the ball screw sizing and selection process and ensure that you choose the right ball screw for your application.
2024 01/08
- How To Optimize Machine Designs With Customized Ball Screws1. Understand the requirements: Start by understanding the specific requirements of your machine design. This includes factors such as load capacity, speed, accuracy, and environmental conditions. Knowing these requirements will help you determine the specifications for your customized ball screws. 2. Select the right ball screw type: There are different types of ball screws available, including rolled ball screws and precision ground ball screws. Rolled ball screws are cost-effective and suitable for general-purpose applications, while precision ground ball screws offer higher accuracy and are ideal for precision machinery. Choose the type that best fits your machine design requirements. 3. Determine the ball screw size: The size of the ball screw depends on factors such as the load capacity and speed requirements. You can use online calculators or consult with a ball screw manufacturer to determine the appropriate size for your machine design. 4. Consider the lead and pitch: The lead and pitch of the ball screw affect the speed and resolution of the machine. Higher lead and pitch values result in faster motion, while lower values provide finer resolution. Consider the specific needs of your machine design to determine the optimal lead and pitch for your customized ball screws. 5. Customize the ball screw design: Work with a ball screw manufacturer to customize the design of the ball screws to meet your specific requirements. This may involve modifications such as special coatings for corrosion resistance, seals for protection against contaminants, or unique mounting configurations. The manufacturer will provide guidance and expertise in tailoring the ball screws to optimize your machine design. 6. Test and validate: Once you have customized ball screws, it is important to test and validate their performance in your machine design. This involves conducting thorough performance tests to ensure that the ball screws meet your requirements for load capacity, speed, accuracy, and durability. 7. Iterate and improve: If any issues or areas for improvement are identified during testing, work with the ball screw manufacturer to iterate and improve the design. Continuous improvement is essential for optimizing machine designs with customized ball screws. By following these steps, you can optimize your machine designs with customized ball screws to achieve the desired performance and efficiency.
2024 01/08
- Ball Screw Development HistoryThe development of ball screws can be traced back to the early 20th century. Here is a brief overview of the key milestones in their development: 1. Early Screw Designs: The concept of using a screw and nut arrangement to convert rotary motion into linear motion has been around for centuries. However, early screw designs suffered from issues such as high friction and limited efficiency. 2. Introduction of Ball Bearings: In the late 19th century, the invention of ball bearings revolutionized various mechanical systems. The idea of using ball bearings in screw and nut arrangements to reduce friction and increase efficiency started to gain traction. 3. Invention of the Ball Screw: The ball screw, as we know it today, was invented by the German engineer Rudolph Gnutti in the early 20th century. Gnutti's design incorporated ball bearings between the screw and nut, allowing for smoother and more efficient linear motion. 4. World War II and Industrial Applications: During World War II, ball screws gained significant attention due to their ability to provide precise and reliable linear motion. They were extensively used in military equipment, such as aircraft and tanks. After the war, their use expanded to various industrial applications, including machine tools, robotics, and automation systems. 5. Advancements in Manufacturing Techniques: Over the years, advancements in manufacturing techniques, such as precision machining and heat treatment, have improved the quality and performance of ball screws. These advancements have led to higher load capacities, increased accuracy, and longer service life. 6. Miniaturization and Micro Ball Screws: In recent decades, there has been a growing demand for smaller and more precise ball screws for applications in industries like electronics, medical devices, and aerospace. This has led to the development of miniaturized and micro ball screws, which can provide precise linear motion in tight spaces. 7. Integration of Electronics: With the advent of digital control systems and servo motors, ball screws have been integrated with electronics to achieve precise and programmable linear motion. This has further expanded their applications in areas like CNC machines, 3D printers, and automated manufacturing processes. Overall, the development of ball screws has been driven by the need for efficient and precise linear motion in various industries. Continuous advancements in materials, manufacturing techniques, and integration with electronics have made ball screws an essential component in modern mechanical systems.
2023 12/04
- Ball Screw Application, A recirculating ball type steering gearA recirculating ball type steering gear is a kind of power steering device for vehicles. It uses a recirculating ball nut and screwshaft to convert rotational motion into linear motion, and provides auxiliary steering force for the front wheels of the vehicle. The recirculating ball nut has a circular path and an inner raceway, which are in sliding contact with balls. The balls rotate in the circular path and move in the thread gap between the nut and screwshaft, reducing friction and wear. The recirculating ball type steering gear is widely used in light and heavy vehicles and has the advantages of simple structure, convenient maintenance, high efficiency, and reliable performance.
2023 09/01
- Mobile processing of ball screwIs the ball screw also a feed screw? Do you have this problem? A ball screw is a feed screw that rotates a ball between the screw and nut. The transmission torque of the present invention is smaller than that of conventional slider screws, and the power of the transmission motor can be saved. Mobile processing of ball screw When subjected to an axial load, the ball under the load roller cuts between the threaded shaft and the threaded nut, and returns along the adjacent ball inserted into the guide groove in the nut. Arrive at the loading area. In this way, the ball will flip. Internal balls ensure low friction when fast, precise and repeated movements are required. Also single ended ball screw and nut with a single screw running the length of the wire. Its torque is greater than that of the moving ball screw and nut. For compatibility, select assemblies with the same pitch and pitch. The ball screw cap is fitted with a conduit for fastening the balls. Don't remove it until you've got the screw in place. Torque is converted into thrust by turning the ball screw cap. The ball bearing becomes turning, and the screw cap remains radially fixed when slipping on the roller. It is often used in linear slides and linear drives to achieve smooth linear movement. The characteristics and application of ball screw Driven by electricity, its energy consumption is low and its power utilization rate is as high as 90%. The ball screw needs to pay attention to: the required working time, the temperature and humidity in the working environment, the required torque, output power, clearance and pollution. Ball and screw caps are used in many industrial fields, such as aviation, computer, electronics, vehicles, industry, etc. Precision spherical screw, suitable for various equipment; other uses also involve material processing, transmission belt and machining, manipulator assembly line, precision assembly, semiconductor, aircraft, missile manipulation, etc.
2023 08/30
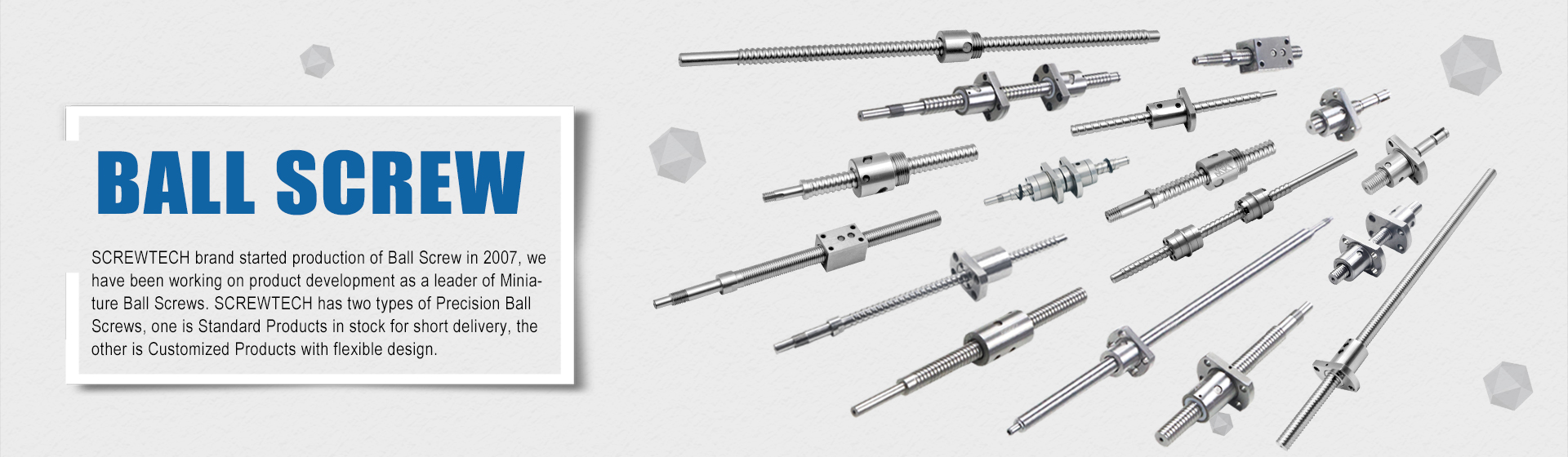
- Ball Screw TypeThere are too many kinds of ball screws, and here we will list several more common ones: 1. Self-moistening ball screw: self-moistening ball screw with removable oil removal device does not require lubrication piping system and equipment, reducing oil change and waste oil treatment costs; 2, silent ball screw: its principle is to set a special groove between the ball spacing ring, which can suppress the noise generated by the collision between the ball and the ball, so that the ball screw is more quiet and smooth when moving; 3, high-speed ball screw: with high acceleration, high rigidity, high speed feed, low vibration, low noise characteristics. It is used in the fields of fast feed of tool machine, high speed cutting center of abrasive tool and high speed longitudinal loading cutting center. 4, heavy load type ball screw: can withstand large axial load, suitable for all-electric design machine, air compressor, semiconductor manufacturing equipment and forging manufacturing equipment.
2023 08/28
Email to this supplier